特徴・産地
秩父銘仙とは?
秩父銘仙(ちちぶめいせん)は、埼玉県秩父市、秩父郡横瀬町、秩父郡小鹿野(おがの)町、秩父郡皆野(みなの)町、秩父郡長瀞(ながとろ)町一帯で作られている織物です。
秩父銘仙の特徴は、糸に型染めをするため、裏表がないように染色される平織りの織物ということです。裏表がないため、何度も仕立て直しができ、長く使用できることから庶民の間に広まりました。使用される糸は生糸や玉糸、真綿のつむぎ糸、あるいは、くず繭やくず生糸などを原料とする紡績絹糸(ぼうせきけんし)などの、あまり高級でない糸を使用することからも、一般の人たちに普段着として愛されてきた織物です。
模様銘仙は仮織りした後、染色することから「ほぐし捺染(ほぐしなせん)」と呼ばれ、また、仮織りの緯糸(よこいと)をほぐしながら織っていくので「ほぐし織り」と呼ばれる技法で製織します。
秩父銘仙の魅力は、布に玉虫色の光沢があることです。型染めされた経糸(たていと)と緯糸(よこいと)のそれぞれ違う色を使うことで光沢が生まれてきます。経糸と緯糸の色の組み合わせが補色であるほど、その効果は際立ちます。
歴史
崇神(すいじん)天皇の時代、知々夫彦命(ちちぶひこのみこと)が、養蚕と機織りの技術を人々に伝えたことが起源と言われています。秩父地方の地形は山々に囲まれていることから稲作は難しく、養蚕業が盛んになりました。野良着として生産された「太織(ふとおり)」と呼ばれる織物が生産され評判になり、「鬼秩父」と呼ばれ庶民の普段着として普及していきます。庶民に愛されると同時に、緻密で堅牢という織物の特質から武家にも重宝されるようになりました。
さらに、「太織」は「秩父銘仙」と呼ばれるようになり、引き継がれた伝統と改良された技術により、明治中期から昭和初期にかけておしゃれ着として広く普及し最盛期を迎えます。1908年(明治41年)、坂本宗太郎氏により特許取得された「解し捺染(ほぐしなつせん)」の技法が開発されると、大胆でデザイン性のある柄が全国的に人気になりました。秩父銘仙は平織りで裏表がないため、何度でも仕立て直しができ、最後はオシメや雑巾までにまで使い回しができる織物として愛されています。
制作工程
1.仮織り
まず、白い経糸(たていと)を整えます。長さや本数を整えた経糸を織機にかけ、緯糸(よこいと)を管に巻き取って行きます。続いて、一反分をずれないように仮の緯糸を通し粗く「仮織り」を行います。この「仮織り」により、次の「捺染(なっせん)」と呼ばれる工程での型染めにおいて、糸が縮んだりずれたりするのを防ぐことができます。
2.捺染(なっせん)
捺染台(なっせんだい)の上に広げた仮織りした白い経糸に、職人の手作業で、ひと型ずつ型染めを施す「捺染」という工程を行います。一反分の経糸の上に、型紙を入れた四角の型枠を乗せて染色しますが、型紙を移動しながら、丁寧に染料の付いた刷毛で色を重ねていきます。色が数色あるときは、その数だけ重ね染めなければいけません。染料を布に染めるのではなく、糸のうちに染めるので、裏表同じように染まるのが特徴となる技法です。
秩父銘仙の精練及び染色法は、浸染(しんせん、または、しんぜん)と呼ばれる染料である溶液に浸して染める染色法に限られています。
3.蒸し
染料を糸に定着させるため、専用の蒸し箱で蒸します。蒸し箱は木で組み立てた箱や管状のものまでさまざまあります。
4.乾燥
蒸した糸をタンブルと言われる乾燥機で乾燥させます。
5.巻き返し
染料を安定させた後、本織りの前に経糸を巻き返します。経糸の状態を確認、調整しながら作業を進めます。
6.本織り
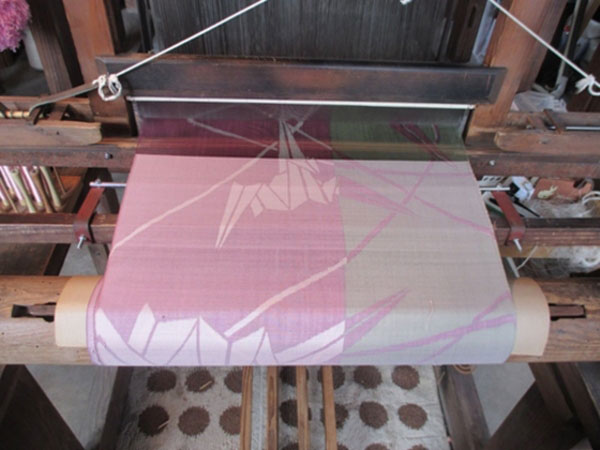
次に、緯糸を繰り、染めた経糸を再び織機にかけます。先に仮織りに使用した緯糸をほぐしながら「本織り」を行います。この製織は、緯糸をほぐしながら織るので「ほぐし織り」、あるいは「ほぐし捺染」と呼ばれています。
緯糸の打ち込みに使う杼(ひ、シャトル)は、「手投杼(てなげひ)」、あるいは「踏木による飛杼(とびひ)」を用います。また、「有杼(ゆうひ)織機」を用いる場合もあります。「有杼織機」は自動織機についた杼が、緯糸が無くなったり切れても自動的に補充して連続運転ができる力織機です。
経糸、緯糸の色の組み合わせ方で、玉虫色の光沢が生まれます。補色になるほど、その効果が際立ち美しく仕上がります。経糸が切れたりずれたりしないよう、細心の注意を払い仕上げられています。
代表的な製造元
新啓織物
秩父銘仙に代表される解(ほぐ)し織りの、経糸に型染めをほどこす技法は機械化が困難な為、今も職人の手により一つ一つ丹誠込めて染められ、昔ながらの半木製織機にて織られています。 私共はこの技術を絶やす事なく、ほぐし織りの魅力を伝えて行くために日々、物作りに向き合っています。









